
Products
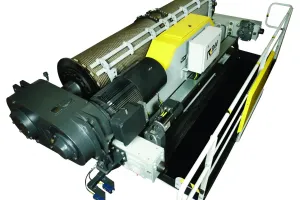
Heavy-Duty Lifting Rope Hoists
We provide solutions for your lifting needs. Whether you need a standard rope hoist, or a specially designed heavy lifting winch, R&M can serve you.










Rope Hoists
When precision, durability and reliability are paramount in your lifting operations, synthetic and wire rope hoists deliver unmatched performance for the most demanding industrial applications. R&M Materials Handling's rope hoists combine over 90 years of expertise with cutting-edge technology to provide superior lifting solutions that keep your operations running safely and efficiently. Our goal is to help you get the most out of your industrial lifting equipment.
Overview
Key Features
Applications
Browse Our Rope Hoists
R&M Materials Handling offers a comprehensive range of synthetic and wire rope hoists to meet diverse industrial lifting requirements. Our product line includes standard-duty hoists for general applications, heavy-duty configurations for demanding operations and specialized explosion-proof models for hazardous environments. We offer extensive customization options, from control systems and safety features to hoist lifting capacity, environmental protection and automation integration.
Contact us to talk to a crane expert about our lifting solutions and find a local distributor.